


Description
Pro3dure’s printodent GR-13 model series are 3D printing resins for the generative fabrication of dental models. The material is available as printodent GR-13 model for restorative dental models and as printodent GR-13.1 / printodent GR-13.2 model for orthodontic applications. All resins are characterized by high dimensional stability and the optimized look and feel for dental applications. Due to colorant and opacity the important features like margin lines are becoming perfectly visual. Moreover, the implementation of 3D printed models into your digital workflow is supported. Dental models from the GR-13 series can be used effectively in thermoforming processes due to their thermal stability.
Advantages:
- high dimensional stability
- optimized look and feel
- implementable in the digital workflow
Available in beige color (GR-13), creme-white-opaque (GR-13.1), grey (GR-13.2) for 3D printers that emit light at ≤ 405 nm.
COMPATIBLE WITH DLP/LCD/SLA 3D PRINTERS.
Specifications for Pro3dure printodent GR-13 model series
| Property | Requirement | Result*** | Standard |
| Flexural stress | ≥ 80 MPa **** | 108 MPa | ISO 178 ** |
| Flexural modulus | ≥ 1600 MPa **** | 2327 MPa | ISO 178 ** |
| Flexural strain | n.a./n.a. * | 10% | ISO 178 ** |
| Shore Hardness | n.a./n.a. * | 80 D | ISO 48-4 |
| Viscosity (23°C) | n.a./n.a. * | 1 Pa s | DIN 53019-1 |
* not applicable
** on the basis ISO 20795-2
*** these data result from measurements of a representative sample, which were determined within the scope of our quality assurance
**** according to internal design and requirement specifications
How to use
Preparation:
-
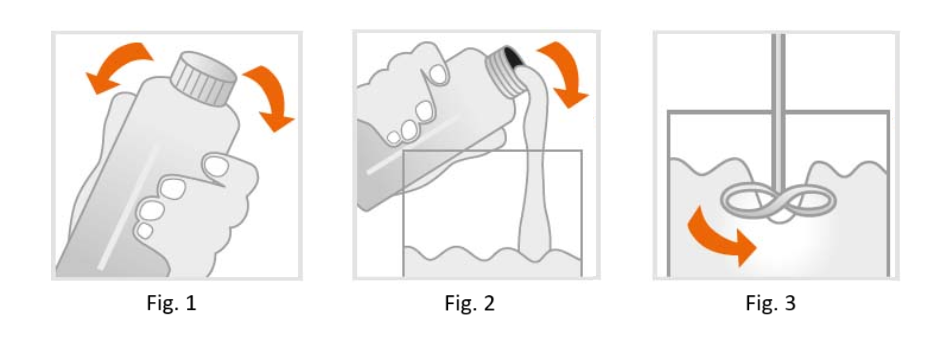
GR-13 model bottles should be well shaken before use (Fig.1).
-
Make sure that GR-13 model temperature is within 23 °C to 30 °C. If possible, always store a bottle GR-13 model in your production unit in order to avoid temperature differences during refilling.
-
Impurities due to operational mistakes cannot be excluded. With respect to the low viscosity of the resin it is possible to filtrate GR-13 model and stir it on a regular base (Fig.3). To avoid bubbles let GR-13 model rest for 1 hour before usage.
Manufacturing process:
- Prepare data (CAD & build preparation).
- Choose process parameters (build style, etc.).
- Transfer prepared data to 3D printing device.
- Prepare 3D printing – shake bottle.
- Fill resin tank of 3D printing device (Fig.2). Bubbles can be removed with a clean spatula or by a recoater routine.
- Build the parts.
- Clean parts (with IPA ≥ 97 % or equivalent cleaning agent)
approx. 10 min. in an ultrasonic bath or equivalent
device – precleaning recommended. - Dry parts, until there are no residues of IPA or equivalent
cleaning agent. - Post curing (2 x 5 min. / wall thickness > 2.5 mm: 2 x 10 min.):
inert atmosphere recommended (use adequate light
curing device). - Finish parts. The dental objects created with GR-13 model can be coated and repaired as usual.
Important
-
To avoid detrimental effects on material quality do not expose the liquid material to irradiation under any circumstances.
-
Deviations from the described manufacturing process may lead to different mechanical and optical properties of the GR-13 model material.
-
Ensure personal protective gear during processing.
-
Caution: Polymerized resins are chemically resistant – avoid stains on clothing!
-
Avoid any contact with skin and eyes. In case of accidental contact, rinse with adequate running water, consulting a doctor if necessary.
-
The lot number and the best before date are indicated on each GR-13 model packaging. In case of claims please always indicate the lot number of the product.
-
Do not use the product after expiry of the best before date.
Safety notice
The company I.D.M di Marin Davide is not a manufacturer of medical materials or devices. The material sold on this site is neither produced nor controlled by the company I.D.M. di Marin Davide, who in no case can be held responsible for any damage caused by use or application of the material, which must only be used on suitable machines and by specialized personnel, exclusively for the purpose indicated, according to the manufacturer’s instructions. For resins with European certification, the properties of the finished product vary according to the entire printing and post-curing process; refer to the manufacturer for any information about it.



Reviews
There are no reviews yet.